Objectives
The main objective of this project is to develop a real-time industrial machinery vibration monitoring and protection system using LabVIEW. The system is designed to continuously monitor vibration levels of rotating machinery and provide automatic protection during abnormal operating conditions.
The project aims to acquire vibration signals using ADXL345 accelerometer sensors interfaced with an ESP32 microcontroller. The ESP32 collects real-time vibration data and transmits it to LabVIEW through serial communication for further processing and visualization.
Another objective of the project is to implement threshold-based vibration analysis in LabVIEW. The vibration levels are classified into different operating conditions such as Normal, Warning, Above Normal, and Danger according to predefined threshold values. This allows the user to monitor machine condition in real time through waveform graphs, numerical displays, and status indicators.
The project also focuses on developing an automatic protection mechanism using NI ELVIS-II and a relay module. When the vibration level exceeds the danger threshold, LabVIEW generates a digital output signal through NI ELVIS-II to deactivate the relay and disconnect the 220V load or rotating machine. This provides real-time machine protection and demonstrates industrial safety operation.
Socio-Economic Benefit
The proposed real-time industrial machinery vibration monitoring and protection system provides several socio-economic benefits for industries, educational institutions, and society. The system helps improve machine safety, operational reliability, and maintenance efficiency through continuous vibration monitoring and automatic protection.
One of the major benefits of this project is the prevention of machinery damage caused by excessive vibration. By continuously monitoring machine vibration levels and automatically disconnecting the load during dangerous conditions, the system reduces the risk of equipment failure and costly repairs. This can help industries minimize maintenance expenses and reduce unexpected production downtime.
The project also contributes to workplace safety. Excessive machine vibration can create unsafe operating conditions and may lead to accidents or equipment malfunction. The implemented automatic shutdown mechanism improves operator safety by stopping the machine before severe damage occurs.
Another important benefit is the low-cost implementation of an industrial monitoring system using affordable components such as ESP32, ADXL345 sensors, LabVIEW, and NI ELVIS-II. Small industries and laboratories can adopt similar systems without investing in expensive industrial monitoring equipment.
The system also promotes efficient use of energy and resources by preventing prolonged operation of machines under unsafe conditions. Early warning and protection mechanisms can increase the operational life of machinery and reduce unnecessary power consumption due to faulty operation.
From an educational perspective, this project provides practical exposure to embedded systems, vibration monitoring, LabVIEW programming, sensor interfacing, industrial automation, and protection systems. It helps engineering students develop hands-on skills relevant to modern industrial applications.
Overall, the project demonstrates a practical and economical solution for real-time machinery monitoring and protection, contributing to industrial safety, reduced maintenance costs, improved reliability, and technical learning opportunities.
Methodologies
The project methodology consists of vibration signal acquisition, real-time data processing, threshold-based monitoring, and automatic protection of rotating machinery using LabVIEW and NI ELVIS-II.
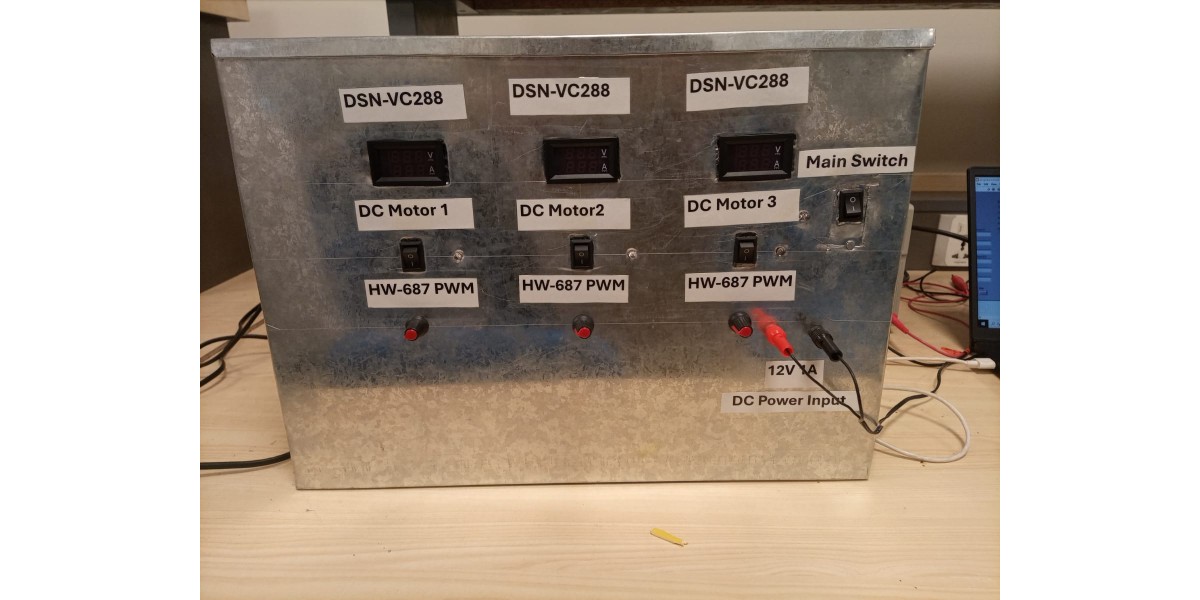
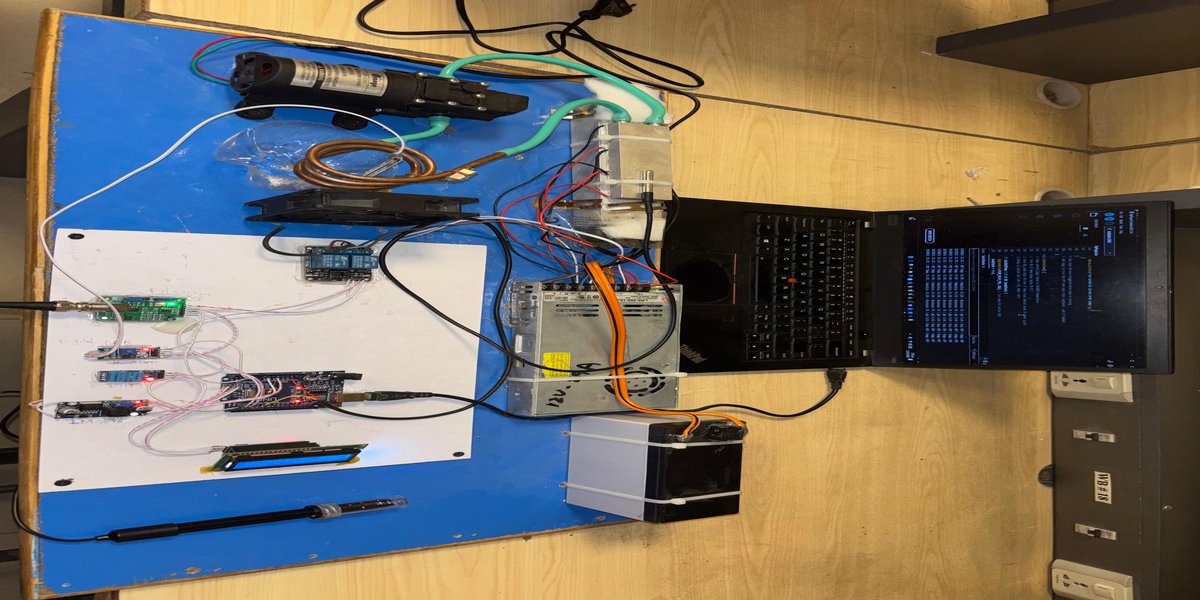
Initially, a prototype vibration-generating setup was developed using a rotating motor and mechanical structure to produce different vibration conditions. ADXL345 accelerometer sensors were mounted on the setup to measure vibration signals along the X, Y, and Z axes.
The sensors were interfaced with an ESP32 microcontroller using I2C communication. The ESP32 continuously acquires vibration data from the sensors and transmits the readings to LabVIEW through serial communication at a baud rate of 115200 bps. The transmitted data consists of real-time acceleration values for both sensors.
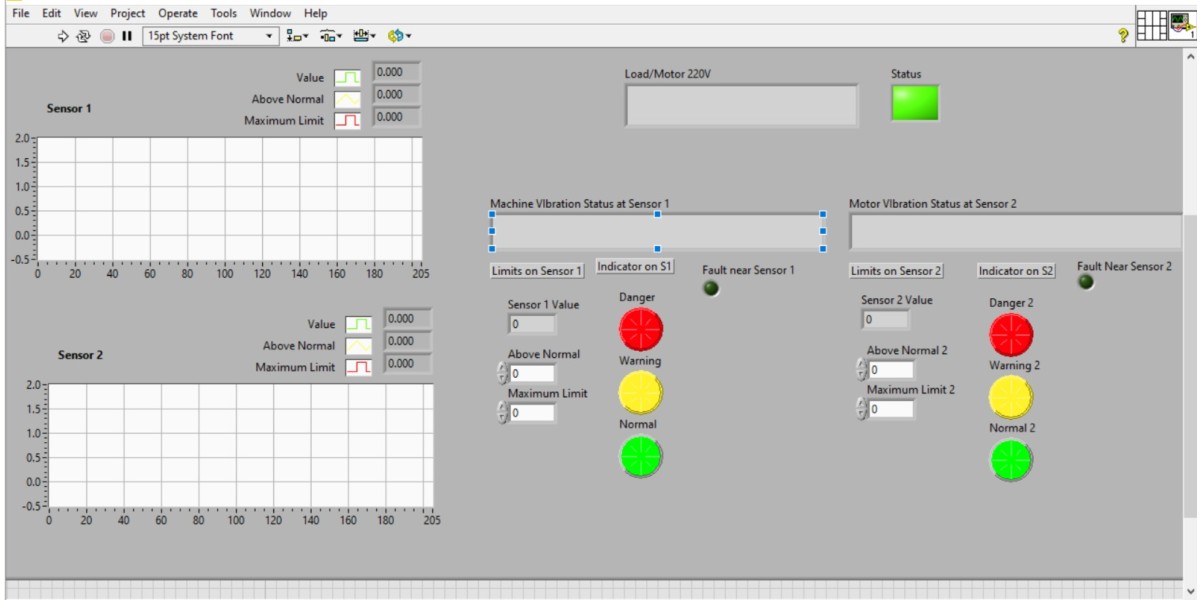
In LabVIEW, VISA serial communication was configured to receive and process incoming vibration data. The acquired string data was parsed into individual sensor values and displayed on the front panel using waveform charts, numeric indicators, and monitoring tabs for real-time visualization.
Threshold-based analysis was implemented in LabVIEW to classify machine vibration levels into different operating conditions such as Normal, Warning, Above Normal, and Danger. User-defined threshold limits were applied to continuously compare incoming sensor values against safe operating ranges.
Boolean indicators and status displays were used to provide visual representation of machine condition. When the vibration value exceeded the warning or danger threshold, the corresponding indicators were activated to alert the user regarding abnormal machine operation.
An automatic protection mechanism was implemented using NI ELVIS-II and a relay module. When the vibration level crossed the danger limit, LabVIEW generated a digital output signal through the NI ELVIS-II DIO interface. This signal controlled the relay module to disconnect the 220V load or rotating machine automatically, providing real-time protection against excessive vibration conditions.
The complete system was tested under different vibration levels to verify real-time monitoring, classification, indicator response, and automatic load shutdown functionality. The final system successfully demonstrated continuous vibration monitoring and automatic protection for rotating machinery.
Outcome
The project successfully developed a real-time industrial machinery vibration monitoring and automatic protection system using ADXL345 sensors, ESP32, LabVIEW, and NI ELVIS-II. The system was able to continuously acquire vibration signals from rotating machinery and display real-time vibration data through LabVIEW waveform graphs and numerical indicators.
The implemented system successfully monitored vibration levels along multiple axes using accelerometer sensors. The ESP32 microcontroller effectively interfaced with the sensors and transmitted vibration data to LabVIEW through serial communication with stable real-time performance.
Threshold-based vibration analysis was successfully implemented in LabVIEW. The system classified machine operating conditions into Normal, Warning, Above Normal, and Danger regions based on predefined vibration limits. Real-time status indicators and warning notifications were displayed on the LabVIEW front panel for continuous machine condition monitoring.
A major outcome of the project was the successful implementation of an automatic protection mechanism. When the vibration level exceeded the danger threshold, LabVIEW generated a digital control signal through the NI ELVIS-II interface to operate a relay module. The relay automatically disconnected the 220V load or rotating machine, demonstrating real-time machine protection and safe shutdown operation.
The project also demonstrated successful integration of embedded systems, sensor interfacing, LabVIEW programming, serial communication, digital control, and industrial monitoring concepts within a single working prototype. The developed system provides a low-cost and efficient solution for vibration monitoring and machine protection applications.
The final prototype achieved the intended objectives of real-time vibration monitoring, threshold-based fault indication, automatic load protection, and industrial hardware interfacing. The project can further be extended for advanced industrial condition monitoring, wireless communication, and intelligent predictive maintenance applications.